| 焊接质量是一个工程质量的关键,下面我们来详细的来介绍一下锅炉相关管道焊接的整个流程。

1、高压焊工一律凭证上岗
高水平的焊工是一个火电工程焊接质量的保证,参加高压焊口焊接的焊工都必须持有技术质量监督局颁发的焊工证,并报审监理同意,上岗前必须考核合格。


2、焊前交底
为了确保焊接过程的安全以及焊接工艺质量,大口径管道开焊前邀请监理、业主、锅检所相关人员参加焊前交底。

3、确保焊条质量
焊条库内温湿度符合标准要求:
使用的承压设备焊丝、焊条均通过GB(国家标准)和NB(能源局标准)双料认证;
焊条使用前按照焊条厂家说明书要求对焊条进行烘燥;
焊丝按照牌号分类摆放。
4、施焊的技术准备
编制大口径管道焊接作业指导书报审监理、业主同意;
焊接工艺卡、热处理工艺卡支持性文件齐全。
5、焊前再准备
细节细节细节!
焊接工艺卡封塑后张贴在焊口附近便于焊工查看工艺参数;
对施焊的焊口进行项目、材质、规格、焊口号、焊材进行标注; 焊前再次确认焊材牌号,谨防错用焊材;
现场焊接时焊条筒均通电保温;
对焊口进行通电预热、精准控温;
采用校验合格的红外线测温仪对坡口根部温度进行测温,达到标准规定的预热温度后进行氩弧焊打底焊接。
焊接工艺卡封塑后张贴在焊口附近便于焊工查看工艺参数;
对施焊的焊口项目、材质、规格、焊口号、焊材进行标注;
对焊口进行通电预热、精准控温;
采用校验合格的红外线测温仪对坡口根部温度进行测温,达到标准规定的预热温度后进行氩弧焊打底焊接;
焊前再次确认焊材牌号,谨防错用焊材 。
6、开焊
在施焊过程中,必须严格焊口质量监控,焊口打磨、对口间隙、根部充氩保护、层间温度控制等诸道工序 那么多细节的铺垫和繁复的准备, 只是为了迎来开焊这一刻! 焊口的位置和难度, 造就了焊工的各种姿态和精彩。 虽然不露脸, 但我们依然记住: 最美,是你们工作着的样子。
请看―― “焊接各式”!
     
7、焊后
焊接完毕,焊工首先进行100%自检,第二步是工地二级质检员100%专检,再有项目部三级质检员专检,以确保焊接质量。
辨别焊口质量主要看:焊缝的外观成型,焊缝是否圆滑过渡到母材,焊缝的余高、焊缝的宽窄差,焊口表面有无咬边、错边、气孔、夹渣、裂纹等缺陷的产生。
往下看,有图有真相。
前墙水冷壁焊口

顶棚过热器焊口
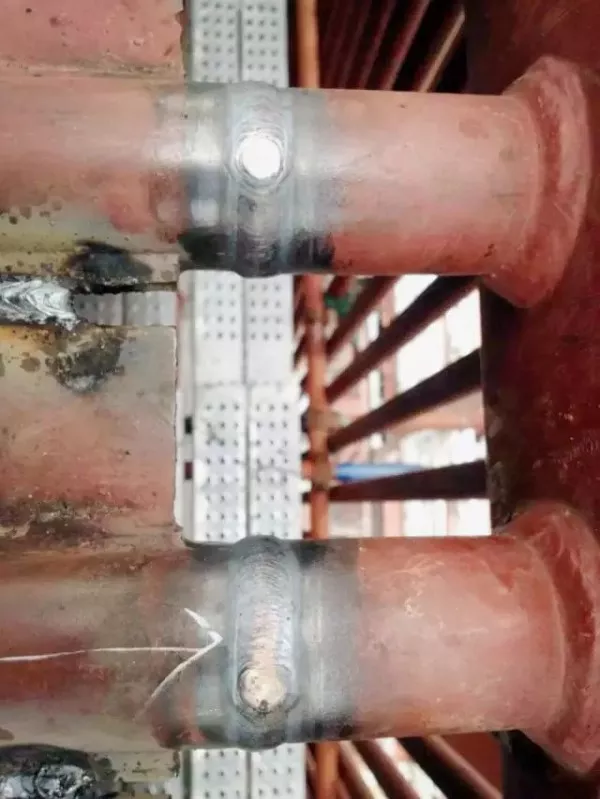
水冷壁密封焊口

过热器焊口
门孔盒密封焊
集箱管道焊口

当然焊口质量的优劣不能只是凭肉眼的简单察看,我们还需要通过技术手段对焊口质量进行严格检测。
检测人员对焊口进行硬度检测。

|